Продукция
Продукция






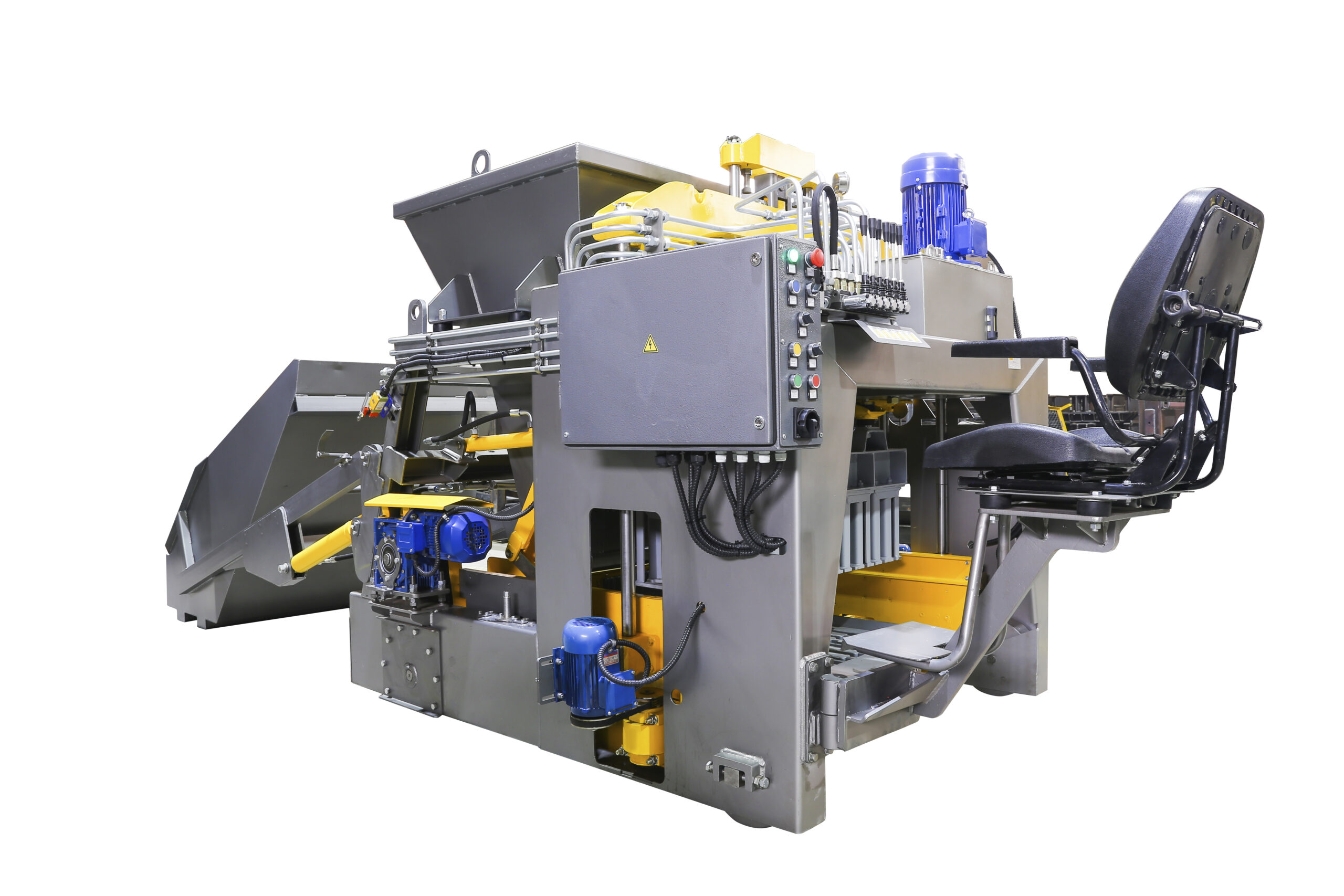
Вибропрессы
Showing all 113 results
- Вибропрессы ОПТИМАЛ
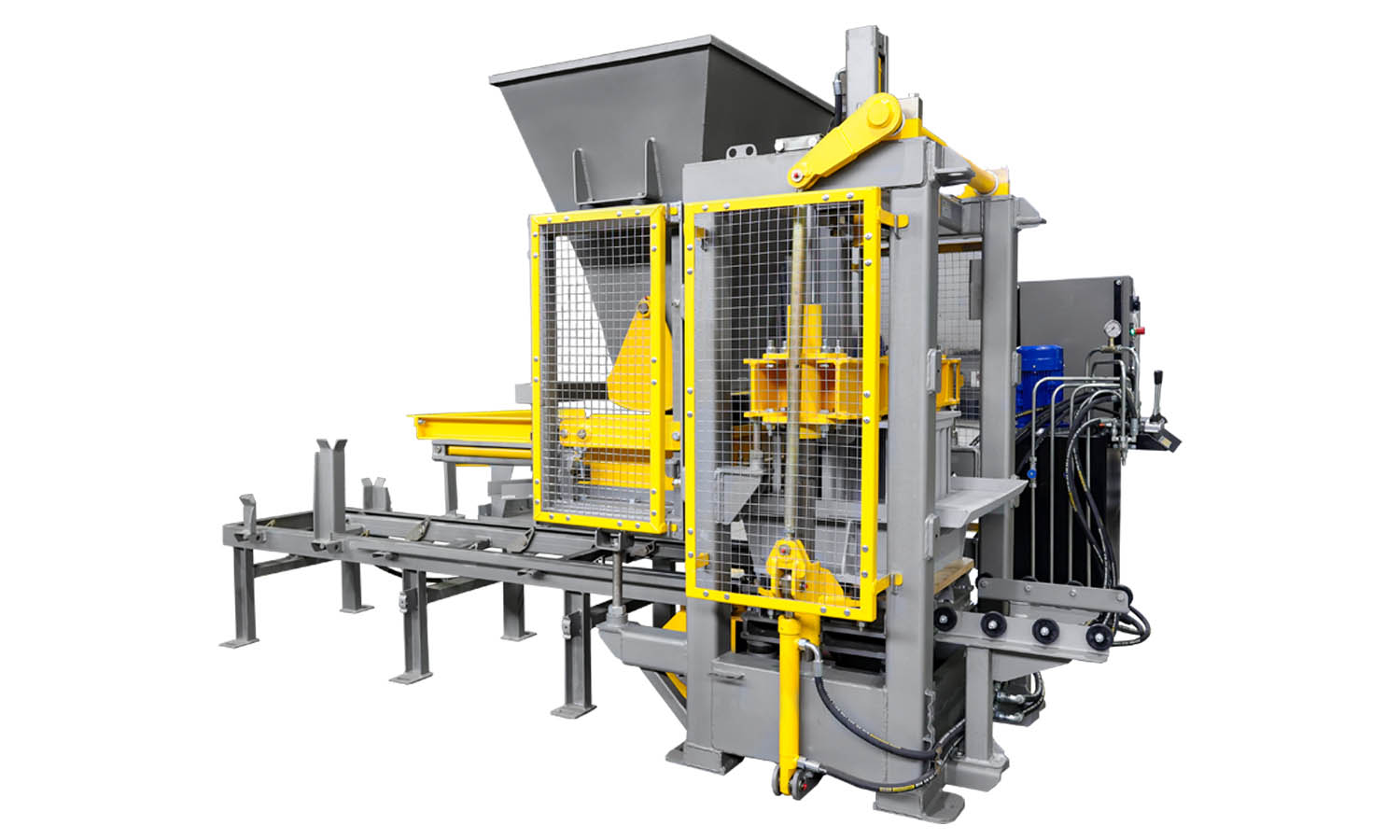
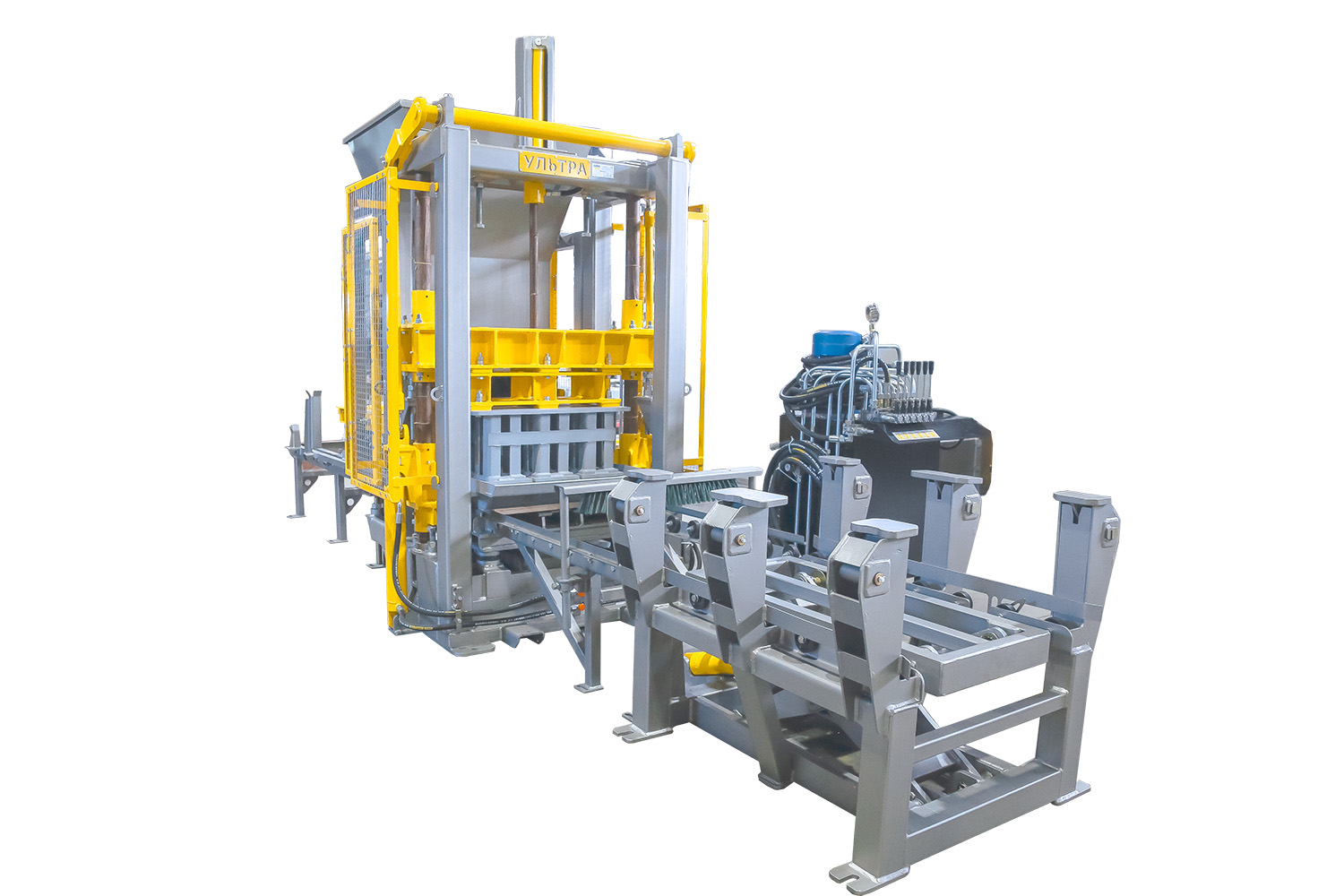
- Вибропрессы УЛЬТРА
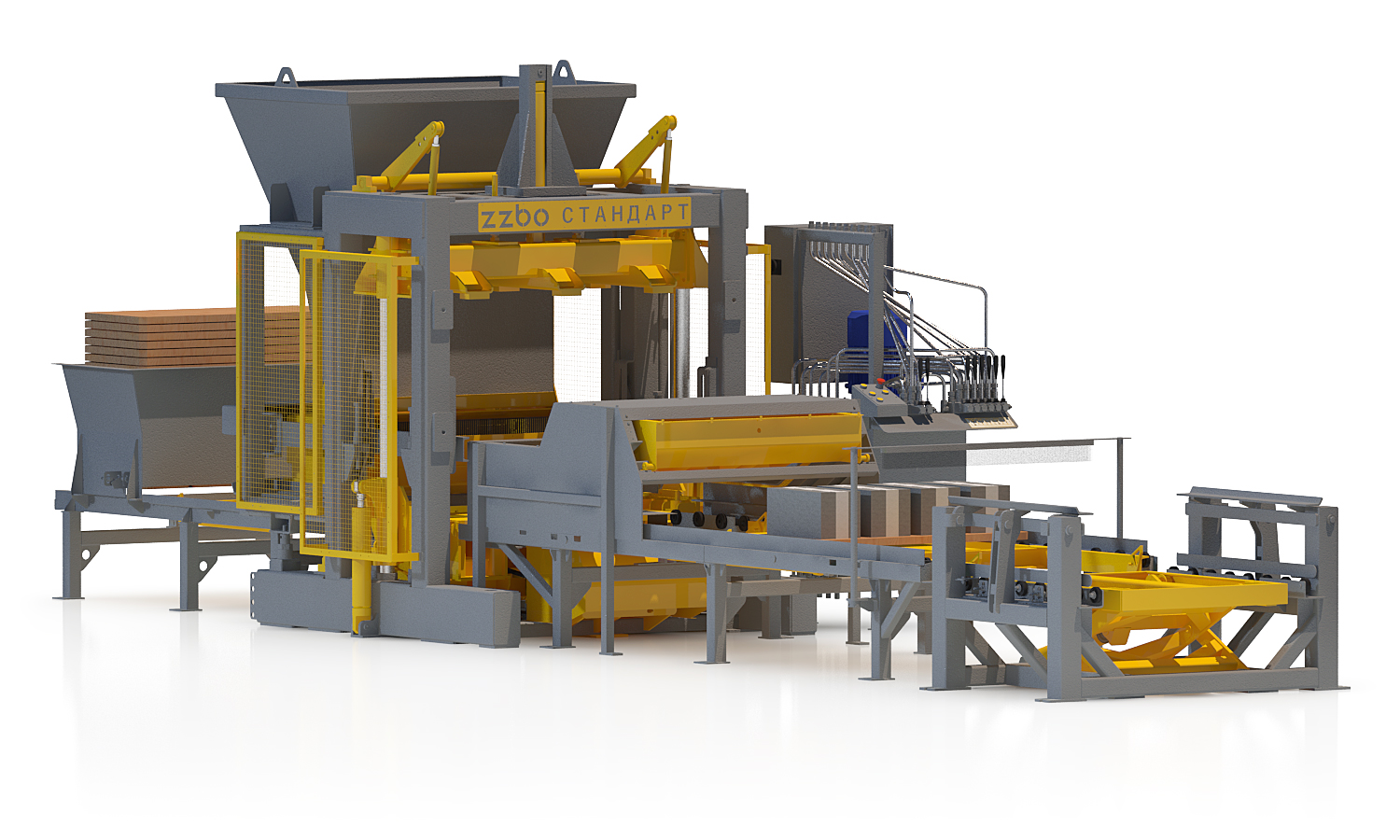
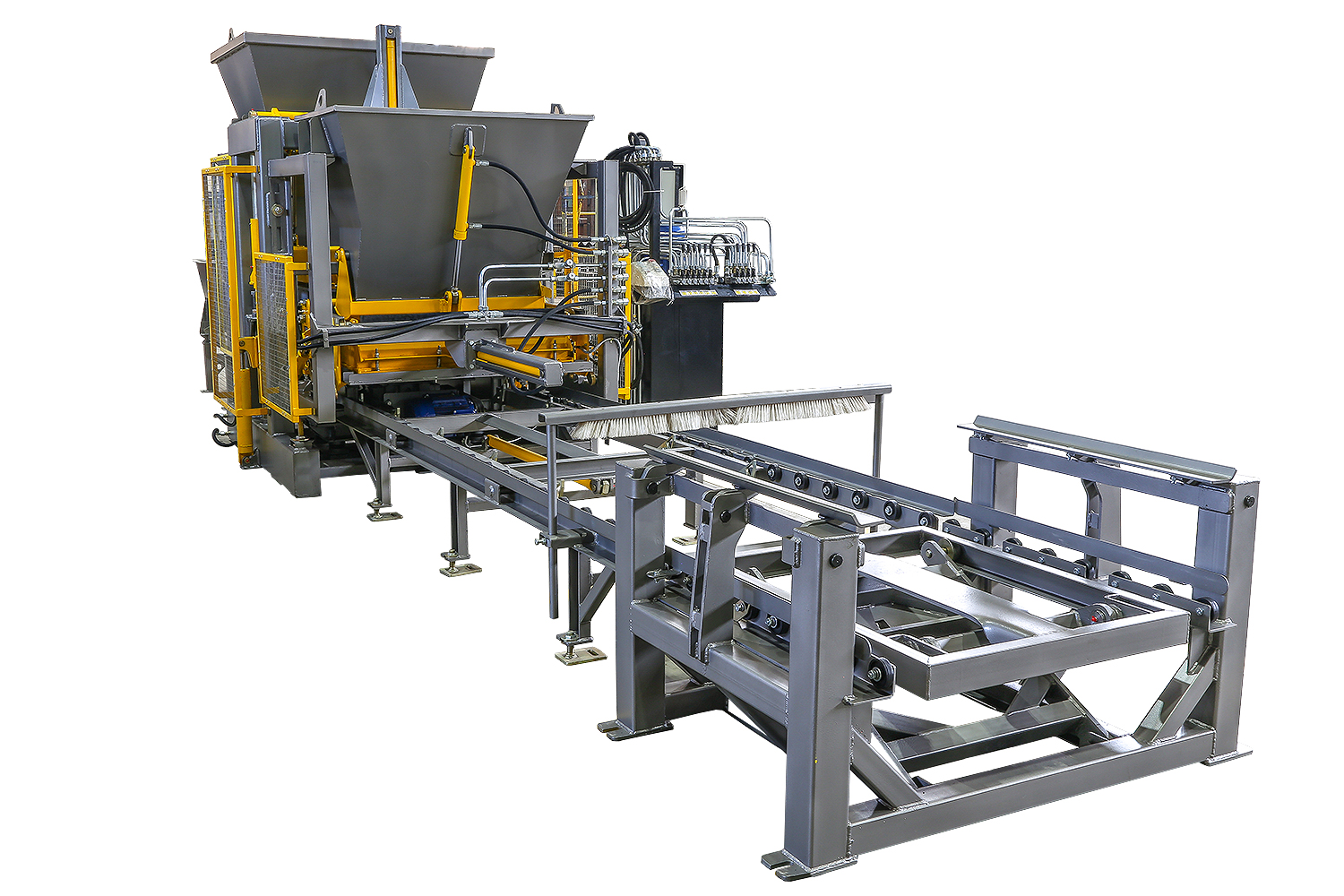
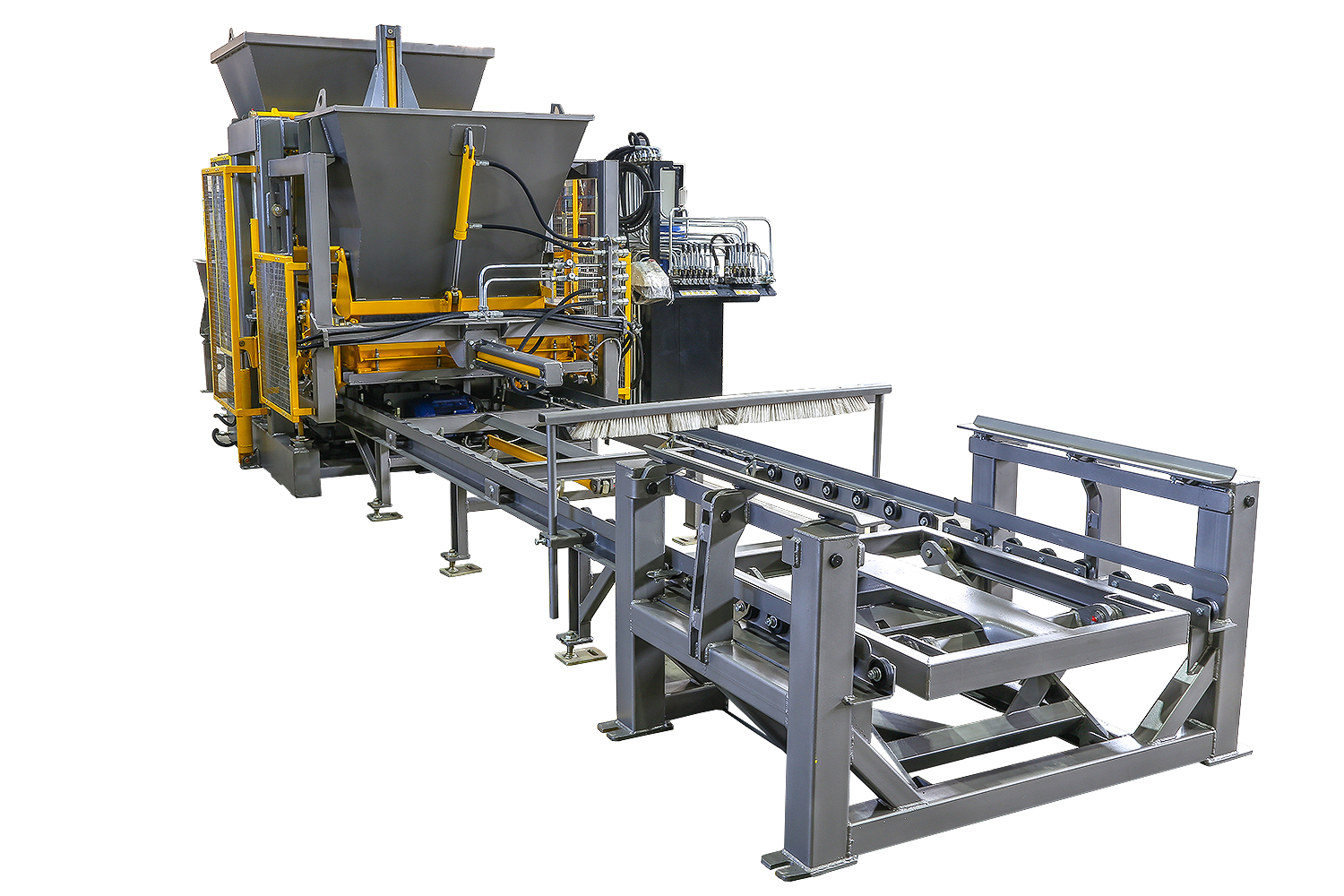
- Вибропрессы СТАНДАРТ
- Вибропрессы МАКСИМАЛ
- Вибропрессы для бордюров
- Вибропрессы для кирпичей
- Вибропрессы для колодезных колец
- Вибропрессы для тротуарной плитки
- Вибропрессы для шлакоблоков
- Вибропрессы блоков ФБС
- Передвижные вибропрессы
- Вибропрессы КС
- Комплектующие для вибропрессов
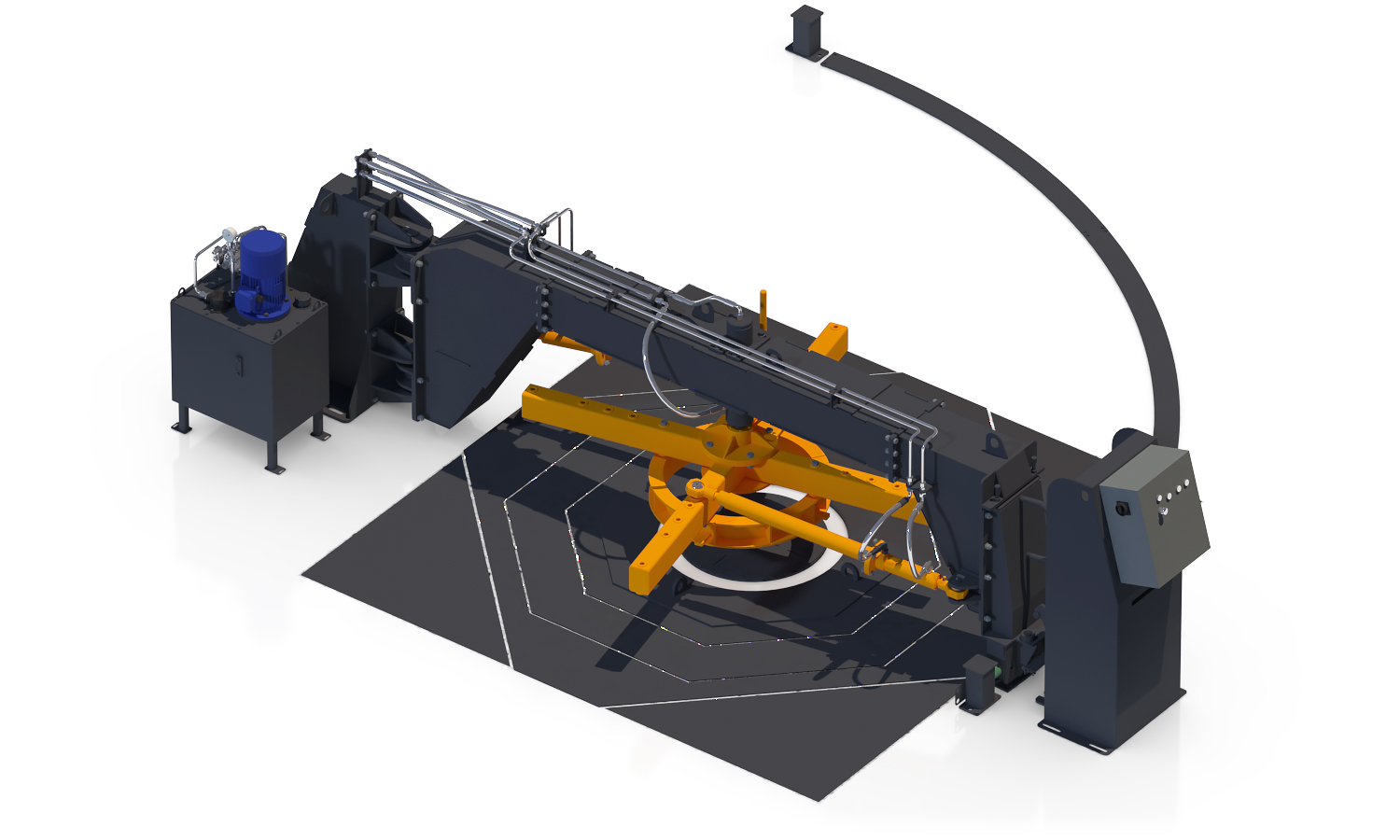
- Прессы для колки камней
- Пуансон-матрицы
- Линии вибропрессования

от
88 200
- Изготавливаем из металла по Вашему выбору Hardox, Magstrong, 10ХСНД или 09Г2С
- Термообработка или цементирование по запросу
- Возможность изготовления сварная или цельнометаллическая

211 650
- Усилие колки, тонн до 10
- Размер рабочей зоны, мм 410 х 570
- Высота колки, мм 280
- Давление в гидросистеме, мПа 9...16
- Общая установленная мощность, кВт 2,2
- Напряжение питания, В\Гц 380\50
- Масса не более, кг 325

363 600
- Усилие колки, тонн до 20
- Размер рабочей зоны, мм 410 х 570
- Высота колки, мм 280
- Давление в гидросистеме, мПа 9...21
- Общая установленная мощность, кВт 5,5
- Напряжение питания, В\Гц 380\50
- Масса не более, кг 505
647 520
- Усилие колки, тонн до 60
- Размер рабочей зоны, мм 820 х 570
- Высота колки, мм 500
- Давление в гидросистеме, мПа 9...21
- Общая установленная мощность, кВт 7,5
- Напряжение питания, В\Гц 380\50
- Масса не более, кг 950

762 360
- Усилие колки, тонн до 80
- Размер рабочей зоны, мм 820 х 570
- Высота колки, мм 500
- Давление в гидросистеме, мПа 9...21
- Общая установленная мощность, кВт 7,5
- Напряжение питания, В\Гц 380\50
- Масса не более, кг 1000

956 640
- Усилие колки, тонн до 80
- Размер рабочей зоны, мм 1230 х 570
- Высота колки, мм 500
- Давление в гидросистеме, мПа 9...21
- Общая установленная мощность, кВт 7,5
- Напряжение питания, В\Гц 380\50
- Масса не более, кг 1190
746 400
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 120...225
- Производительность по тротуарной плитке 100х200, шт за час 400...750
- Цикл формовки, сек 50...90
- Количество формовок за час, шт. 40…75
- Мощность вибростола, кВт 5,5

1 336 080
- Типоразмер выпускаемых изделий КС7, КС10, КС13, КС15
- Возмущающая сила, кН 30
- Мощность вибростола, кВт 3
- Разночастотная вибрация Опция
- Установленная мощность, кВт 7,4
- Время цикла формования, сек 60...180
- Количество формовок за час, шт 7...15

1 440 360
- Типоразмер выпускаемых изделий КС7, КС10, КС13, КС15, КС20
- Возмущающая сила, кН 40
- Мощность вибростола, кВт 4
- Разночастотная вибрация Опция
- Установленная мощность, кВт 8,4
- Время цикла формования, сек 60..180
- Количество формовок за час, шт 7...15

2 746 320
- Типоразмер выпускаемых изделий КС7, КС10, КС13, КС15
- Возмущающая сила, кН 30
- Мощность вибростола, кВт 3
- Разночастотная вибрация Опция
- Установленная мощность, кВт 7,4
- Время цикла формования, сек 60...180
- Количество формовок за час, шт 10...15
2 848 920
- Типоразмер выпускаемых изделий КС7, КС10, КС13, КС15, КС20
- Возмущающая сила, кН 40
- Мощность вибростола, кВт 4
- Разночастотная вибрация Опция
- Установленная мощность, кВт 8,4
- Время цикла формования, сек 60...180
- Количество формовок за час, шт 10...15
3 056 160
- Типоразмер выпускаемых изделий КС7, КС10, КС13, КС15, КС20
- Возмущающая сила, кН 64
- Мощность вибростола, кВт 6,4
- Разночастотная вибрация Опция
- Установленная мощность, кВт 11,9
- Время цикла формования, сек 60...180
- Количество формовок за час, шт 7...15

839 880
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 120...240
- Производительность по тротуарной плитке 100х200, шт за час 400...800
- Цикл формовки, сек 50...90
- Количество формовок за час, шт. 40…80
- Мощность вибростола, кВт 5,5

1 207 200
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 132...270
- Производительность по тротуарной плитке 100х200, шт\час 420...900
- Цикл формовки, сек 40...85
- Мощность вибростола, кВт 5,5
- Общая установленная мощность, кВт 9,5
1 365 360
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 135...270
- Производительность по тротуарной плитке 100х200, шт\час 450...900
- Цикл формовки, сек 40...80
- Количество формовок за час, шт. 45…90
- Мощность вибростола, кВт 5,5

1 509 360
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 216...360
- Производительность по тротуарной плитке 100х200, шт\час 720...1200
- Цикл формовки 30...60
- Количество формовок за час, шт. 72…120
- Мощность вибростола, кВт 5,5

1 667 400
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 216...360
- Производительность по тротуарной плитке 100х200, шт\час 720...1200
- Цикл формовки, сек 30...50
- Количество формовок за час, шт. 60…120
- Мощность вибростола, кВт 5,5
1 837 560
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 40...250
- Производительность по стеновым камням 390х190х188, шт за час 135...270
- Производительность по тротуарной плитке 100х200, шт\час 450...900
- Цикл формовки, сек 40...80
- Количество формовок за час, шт. 45…90
- Мощность вибростола, кВт 5,5

1 984 200
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 135...270
- Производительность по тротуарной плитке 100х200, шт\час 450...900
- Цикл формовки, сек 40...80
- Количество формовок за час, шт. 45…90
- Мощность вибростола, кВт 5,5

2 627 040
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 135...270
- Производительность по тротуарной плитке 100х200, шт\час 450...900
- Цикл формовки, сек 40...80
- Количество формовок за час, шт. 45…90
- Мощность вибростола, кВт 5,5
1 771 300
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 216...360
- Производительность по тротуарной плитке 100х200, шт\час 720...1200
- Цикл формовки, сек 30...50
- Количество формовок за час, шт. 60…120
- Мощность вибростола, кВт 5,5
2 058 300
- Размер формовочной зоны, мм х мм 400 х 600
- Высота формовочной зоны, мм 50...200
- Производительность по стеновым камням 390х190х188, шт за час 135...270
- Производительность по тротуарной плитке 100х200, шт\час 450...900
- Цикл формовки, сек 40...80
- Количество формовок за час, шт. 45…90
- Мощность вибростола, кВт 5,5

от
2 020 680
- Вибропресс УЛЬТРА
- Ленточный конвейер ЛК 5-0,5
- Бетоносмеситель БП-1Г-300
- Производительность по стеновым камням 390х190х188, шт за час 240
- Производительность по тротуарной плитке 100х200, шт\час 800
- Мощность вибростола, кВт 5,5
- Общая установленная мощность, кВт 17,5

от
2 942 400
- Вибропресс УЛЬТРА
- Двухвальный бетоносмеситель БП-2Г-375с
- Эстакада
- Производительность по стеновым камням 390х190х188, шт за час 240
- Производительность по тротуарной плитке 100х200, шт\час 800
- Мощность вибростола, кВт 5,5
- Общая установленная мощность, кВт 21,5

от
3 059 520
- Вибропресс УЛЬТРА
- Двухвальный бетоносмеситель БП-2Г-375с
- Ленточный конвейер ЛК 5-0,5
- Производительность по стеновым камням 390х190х188, шт за час 240
- Производительность по тротуарной плитке 100х200, шт\час 800
- Мощность вибростола, кВт 5,5
- Общая установленная мощность, кВт 23,7

от
5 161 560
- Вибропресс УЛЬТРА
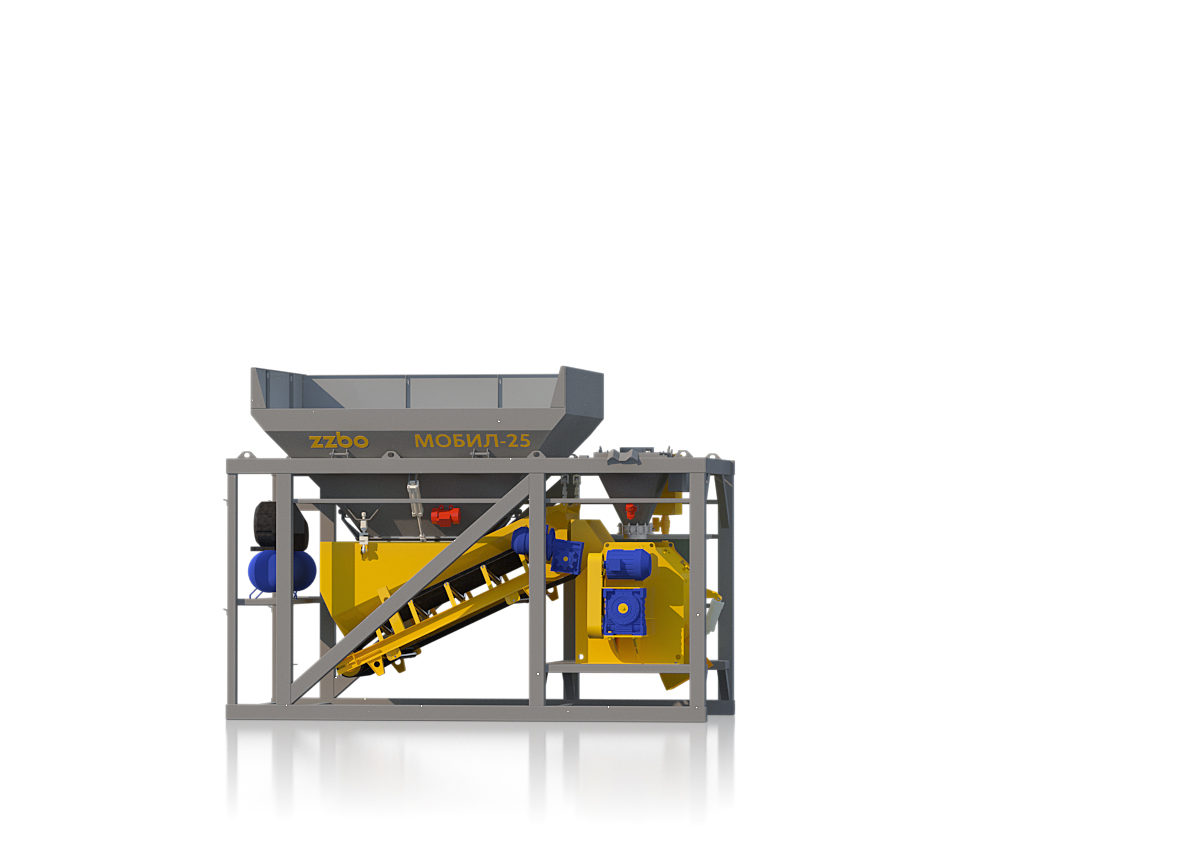
- Бетонный завод МОБИЛ-20
- Ленточный конвейер ЛК 5-0,5
- Производительность по стеновым камням 390х190х188, шт за час 240
- Производительность по тротуарной плитке 100х200, шт\час 800
- Мощность вибростола, кВт 5,5
- Общая установленная мощность, кВт 38,7

от
5 192 160
- Вибропресс УЛЬТРА
- Бетонный завод КОМПАКТ-20
- Производительность по стеновым камням 390х190х188, шт за час 240
- Производительность по тротуарной плитке 100х200, шт\час 800
- Мощность вибростола, кВт 5,5
- Общая установленная мощность, кВт 37
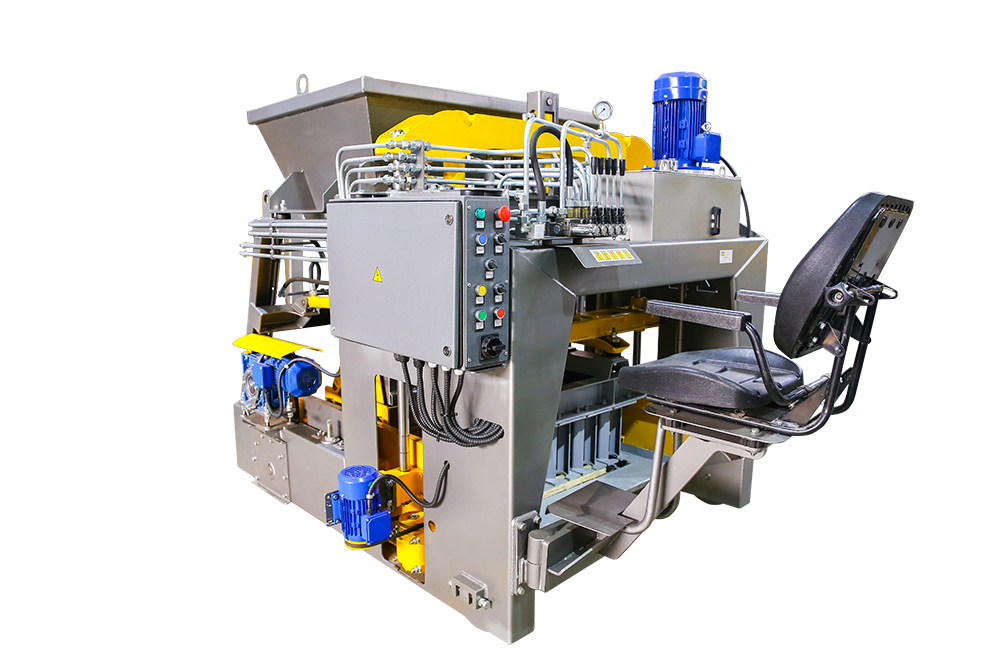
2 542 680
- Размер формовочной зоны, мм х мм 400 х 1000
- Высота формовочной зоны, мм 120...200
- Мощность вибростола, кВт 2,2
- Установленная мощность, кВт 9,2
- Частота колебаний вибростола, Гц 60
- Объем бункера, куб. м. 0,9
- Время цикла формования, сек 30…60
2 823 240
- Размер формовочной зоны, мм х мм 400 х 1000
- Высота формовочной зоны, мм 120...200
- Мощность вибростола, кВт 2,2
- Установленная мощность, кВт 9,2
- Частота колебаний вибростола, Гц 60
- Объем бункера, куб. м. 0,9
- Время цикла формования, сек 30…60

3 340 800
- Размер формовочной зоны, мм х мм 400 х 1000
- Высота формовочной зоны, мм 50...200
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 13
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12
3 602 640
- Размер формовочной зоны, мм х мм 400 х 1000
- Высота формовочной зоны, мм 50...200
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 13
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12
3 966 240
- Размер формовочной зоны, мм х мм 400 х 1000
- Высота формовочной зоны, мм 50...200
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 13
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12
3 844 440
- Размер формовочной зоны, мм х мм 400 х 1000
- Высота формовочной зоны, мм 50...200
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 13
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

от
4 682 040
- Вибропресс Стандарт
- Двухвальный бетоносмеситель БП-2Г-375с
- Эстакада
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 25
- Производительность по стеновым камням 390х190х188, шт за час 500
- Производительность по тротуарной плитке 100х200, шт\час 1800

от
4 847 280
- Вибропресс Стандарт
- Двухвальный бетоносмеситель БП-2Г-375с
- Ленточный конвейер ЛК 5-0,5
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 27,2
- Производительность по стеновым камням 390х190х188, шт за час 500
- Производительность по тротуарной плитке 100х200, шт\час 1800

от
6 949 320
- Вибропресс Стандарт
- Бетонный завод МОБИЛ-20
- Ленточный конвейер ЛК 5-0,5
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 42,2
- Производительность по стеновым камням 390х190х188, шт за час 500
- Производительность по тротуарной плитке 100х200, шт\час 1800

от
6 932 160
- Вибропресс Стандарт
- Бетонный завод КОМПАКТ-20
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 42,2
- Производительность по стеновым камням 390х190х188, шт за час 500
- Производительность по тротуарной плитке 100х200, шт\час 1800

4 050 480
- Размер формовочной зоны, мм х мм 1000 х 600
- Высота формовочной зоны, мм 50...300
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 16,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

4 665 840
- Размер формовочной зоны, мм х мм 1000 х 600
- Высота формовочной зоны, мм 50...300
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 16,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

5 080 200
- Размер формовочной зоны, мм х мм 1000 х 600
- Высота формовочной зоны, мм 50...300
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 11
- Установленная мощность, кВт 16,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

4 852 680
- Размер формовочной зоны, мм х мм 1000 х 600
- Высота формовочной зоны, мм 50...300
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 16,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12
1 878 500
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12
2 014 100
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12
2 078 600
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

2 343 120
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

2 651 040
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 12,6
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

2 520 600
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

2 828 400
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12
2 564 500
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12
2 843 400
- Размер формовочной зоны, мм х мм 800 х 400
- Высота формовочной зоны, мм 50...250
- Цикл формовки, сек 30...80
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

от
3 003 720
- Вибропресс Оптимал 2.0
- Бетоносмеситель БП-1Г-300
- Конвейер ленточный ЛК 6-0,5
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 11,5
- Производительность по стеновым камням 390х190х188, шт за час 400
- Производительность по тротуарной плитке 100х200, шт\час 1400

от
3 762 240
- Вибропресс Оптимал 2.0
- Бетонный завод Мини-РБУ-10
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 21,5
- Производительность по стеновым камням 390х190х188, шт за час 400
- Производительность по тротуарной плитке 100х200, шт\час 1400
- Длина, мм

от
3 759 480
- Вибропресс Оптимал
- Бетоносмеситель БП-1Г-300
- Бетоносмеситель БП-1Г-100
- Мощность вибростола, кВт 7,5
- Установленная мощность, кВт 23,6
- Производительность по стеновым камням 390х190х188, шт за час 400
- Производительность по тротуарной плитке 100х200, шт\час 1400

10 763 760
- Размер формовочной зоны, мм х мм 1000 х 600
- Высота формовочной зоны, мм 50...300
- Цикл формовки, сек 30-60
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 36
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

10 848 360
- Размер формовочной зоны, мм х мм 1000 х 600
- Высота формовочной зоны, мм 50...300
- Цикл формовки, сек 30-60
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 36
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

15 457 800
- Размер формовочной зоны, мм х мм 1000 х 600
- Высота формовочной зоны, мм 50...300
- Цикл формовки, сек 30-60
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 36
- Частота колебаний вибростола, Гц 45...85
- Давление в гидросистеме, мПа 6...12

от
5 941 080
- Размер формовочной зоны, мм х мм 1000 х 600
- Двухвальный бетоносмеситель БП-2Г-375с
- Ленточный конвейер ЛК 7-0,5
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 30,7
- Производительность по стеновым камням 390х190х188, шт за час 540
- Производительность по тротуарной плитке 100х200, шт\час 2200

от
6 106 440
- Размер формовочной зоны, мм х мм 1000 х 600
- Двухвальный бетоносмеситель БП-2Г-375с
- Ленточный конвейер ЛК 7-0,5
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 30,7
- Производительность по стеновым камням 390х190х188, шт за час 540
- Производительность по тротуарной плитке 100х200, шт\час 2200

от
8 208 360
- Вибропресс МАКСИМАЛ 2.0
- Бетонный завод МОБИЛ-20
- Ленточный конвейер ЛК 7-0,5
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 45,7
- Производительность по стеновым камням 390х190х188, шт за час 540
- Производительность по тротуарной плитке 100х200, шт\час 2200

от
8 191 200
- Вибропресс МАКСИМАЛ 2.0
- Бетонный завод КОМПАКТ-20
- Мощность вибростола, кВт 11
- Общая установленная мощность, кВт 45,7
- Производительность по стеновым камням 390х190х188, шт за час 540
- Производительность по тротуарной плитке 100х200, шт\час 2200

4 696 440
- Размер формовочной зоны, мм х мм 2380 х 600
- Высота формовочной зоны, мм 580
- Мощность вибраторов, кВт 5,5
- Общая установленная мощность, кВт 17,4
- Давление в гидросистеме, мПа 8...12
- Длительность полного цикла, с 180
- Количество формовок за час, шт. 20

4 837 440
- Размер формовочной зоны, мм х мм 2380 х 600
- Высота формовочной зоны, мм 580
- Мощность вибраторов, кВт 5,5
- Общая установленная мощность, кВт 17,4
- Давление в гидросистеме, мПа 8...12
- Длительность полного цикла, с 180
- Количество формовок за час, шт. 20

3 296 640
- Размер формовочной зоны, мм х мм 2500 х 600
- Высота формовочной зоны, мм 580
- Мощность вибраторов, кВт 5,5
- Общая установленная мощность, кВт 17,4
- Давление в гидросистеме, мПа 8...12
- Длительность полного цикла, с 200
- Количество формовок за час, шт. 15

6 001 800
- Размер формовочной зоны, мм х мм 2380 х 1600
- Высота формовочной зоны, мм 280...300
- Мощность вибраторов, кВт 5,5
- Общая установленная мощность, кВт 17,4
- Давление в гидросистеме, мПа 8...12
- Количество формовок за час, шт. 6...12
- Длительность полного цикла, с 300

1 151 280
- Объем по загрузке, литров 375
- Объем готового замеса по бетону, л 250
- Объем готового замеса по раствору, л 300
- Производительность, куб. метров 9...15
- Количество циклов за час, при использовании в автоматических линиях 60
- Время перемешивания смеси, секунд 10...60
- Крупность заполнителя не более, мм 70
12 240
- Поддон плоский на 7 форму

36 600
- Проставка на 7 форму (изделие высотой 290)
30 240
- Проставка на 7 форму (изделие высотой 590)

46 440
- Проставка на 10 форму (изделие высотой 290)
40 800
- Проставка на 10 форму (изделие высотой 590)
58 320
- Проставка на 10 форму (изделие высотой 290)
49 440
- Проставка на 13 форму (изделие высотой 590)
67 440
- Проставка на 15 форму (изделие высотой 290)
58 320
- Проставка на 15 форму (изделие высотой 590)
88 440
- Проставка на 20 форму (изделие высотой 290)
76 320
- Проставка на 20 форму (изделие высотой 590)

31 080
- Разбрасыватель для формы 7.9

36 840
- Разбрасыватель для формы 10.9
40 920
- Разбрасыватель для формы 13.9
41 400
- Разбрасыватель для формы 15.9
55 440
- Разбрасыватель для формы 20.9
14 760
- Поддон с замком на 7 форму
21 360
- Траверса для транспортировки кольца 7.9
41 400
- Траверса для транспортировки 7 формы

46 560
- Пуансон затирочный плоский на 7 форму

49 680
- Пуансон затирочный с замком для кольца 7.9
349 800
- Пресс форма для кольца 7,9
17 400
- Поддон плоский на 7 форму
22 080
- Поддон с замком на 10 форму
32 280
- Траверса для транспортировки кольца 10.9
47 640
- Траверса для транспортировки 10 формы

60 360
- Пуансон затирочный плоский на 10 форму

63 240
- Пуансон затирочный с замком для кольца 10.9
458 040
- Пресс-форма для кольца 10,9
29 280
- Поддон плоский на 15 форму
35 040
- Поддон с замком на 15 форму
42 720
- Траверса для транспортировки кольца 15.9
58 440
- Траверса для транспортировки 15 формы

82 080
- Пуансон затирочный плоский на 15 форму

90 120
- Пуансон затирочный с замком для кольца 15.9
669 720
- Пресс-форма для кольца 15,9
40 440
- Поддон плоский на 7 форму
50 520
- Поддон с замком на 20 форму
52 080
- Траверса для транспортировки кольца 20.9
69 120
- Траверса для транспортировки 15 формы
106 200
- Пуансон затирочный плоский на 20 форму
117 240
- Пуансон затирочный с замком для кольца 20.9
890 040
- Пресс-форма для кольца 20,9

319 560
- Объем по загрузке, литров 300
- Объем готового замеса по бетону, л 200
- Объем готового замеса по раствору, л 240
- Производительность, куб. метров 4...6
- Количество циклов за час, при использовании в автоматических линиях 30
- Время перемешивания смеси, секунд 90...180
- Крупность заполнителя не более, мм 70

1 835 520
- Объем по загрузке, литров 750
- Объем готового замеса по бетону, л 500
- Объем готового замеса по раствору, л 600
- Производительность, куб. метров 20...30
- Время перемешивания смеси, секунд 30...60
- Крупность заполнителя не более, мм 70
- Частота вращения валов, об\мин 32

1 436 160
- Объем по загрузке, литров 900
- Объем готового замеса по бетону, л 600
- Объем готового замеса по раствору, л 720
- Производительность, куб. метров 15...30
- Время перемешивания смеси, секунд 90...180
- Крупность заполнителя не более, мм 70
- Частота вращения валов, об\мин 28

2 620 560
- Объем по загрузке, литров 1500
- Объем готового замеса по бетону, л 1000
- Объем готового замеса по раствору, л 1200
- Производительность, куб. метров 30...60
- Количество циклов за час, при использовании в автоматических линиях 60
- Время перемешивания смеси, секунд 30...90
- Частота вращения валов, об\мин 28

3 599 520
- Объем по загрузке, литров 1500
- Объем готового замеса по бетону, л 1000
- Объем готового замеса по раствору, л 1200
- Производительность, куб. метров 30...60
- Количество циклов за час, при использовании в автоматических линиях 60
- Время перемешивания смеси, секунд 30...90
- Частота вращения валов, об\мин 28
Изготовление бетонных изделий на вибропресах
Вибропрессованием называется способ уплотнения бетонной смеси при одновременном воздействии на нее вибрационной нагрузки и статического давления. Технологически вибропрессование реализуется на специальных станках – вибропресс, обеспечивающих колебательные движения матрицы пресс-формы, заполненной полусухой бетонной смесью, и высокочастотную вибрацию пуансона при его рабочем ходе в матрице.
Влияние вибрации на бетонные смеси
Бетонную смесь можно представить как двухфазную систему, состоящую из структурных элементов жидкой и твердой фаз. Соответственно, до своего отвердения бетонная смесь является вязкой жидкостью с изменяющимся во времени внутренним трением. При нулевом значении внутреннего трения бетонная смесь представляла бы из себя идеальную жидкость, поскольку отсутствовали бы любые связи между частичками бетона. Однако параметр внутреннего трения для бетонной смеси имеет тенденцию к нарастанию по мере затвердевания цементного теста. Когда начинают преобладать силовые связи между твердыми частицами компонентов (то есть возрастает внутреннее трение), возрастают упругие свойства бетонной смеси, характеризующие ее уже как твердое тело (бетонный камень).
Если начать воздействовать вибрацией на двухфазную бетонную смесь в процессе ее отвердения, то часто повторяющиеся колебательные движения частиц по своей физической сути идентичны периодическим принудительным встряхиваниям твердеющей системы. Связь между твердыми частичками компонентов нарушается, в результате чего бетонная смесь возвращается в исходное временно текучее состояние. Такую способность бетонной смеси к восстановлению исходной структуры при механических воздействиях, например, вибрации, называется тиксотропией. В практике тиксотропные свойства бетона широко используются, например, при заливке раствором бетона простых фундаментов с применением вибраторов. В числе современных технологий с применением виброустановок можно назвать вибролитье и вибропрессование.
Принцип работы вибропрессов производства ZZBO
Процесс вибропрессования на вибропрессах производства ZZBO происходит в следующей последовательности:
- Приготовленной формовочной полусухой смесью заполняют матрицу пресс-формы, размещенную на станине вибропресса;
- Станине сообщаются колебательные движения заданной частоты;
- Пуансон начинает уплотнение формовочной смеси в матрице;
- В процессе уплотнения пуансону передаются вибрирующие движения;
- При достижении заданного параметра давления утрамбовки матрицу и пуансон разъединяют;
- На поддоне остается отформованное бетонное изделие.
Заключение
Главное преимущество вибропрессования перед вибролитьем заключается в высокой степени автоматизации производства, исключающей человеческий фактор в управлении технологическим процессом и обеспечивающей изготовление серии идентичных бетонных изделий заданных параметров.
Высокопроизводительные вибропрессы производства ZZBO способны обеспечить изготовление как мелкоштучных бетонных изделий малых архитектурных форм для благоустройства города, так и крупногабаритных бетонных изделий для нужд коммунальщиков и энергетиков.